


How concrete is evolving in the race to Net Zero

15 November 2021
As one of the most widely used human-made materials, concrete has long played a vital role in construction. And despite seeming unalterable, this sector stalwart is quickly evolving. Lindsey Anderson reports
Concrete is the backbone of modern society. It has built the roads we drive and the buildings we frequent. Durable, cost-effective and versatile, concrete is the most used human-made material on the planet with 14 billion cubic meters produced every year. However, it is also a major source of CO2 emissions: its production accounts for nearly 7% of global emissions.
 The Global Cement and Concrete Association recently announced a commitment to cut CO2 emissions by 25% by 2030.
The Global Cement and Concrete Association recently announced a commitment to cut CO2 emissions by 25% by 2030.
Given concrete’s significant role in our daily lives, alongside anticipated future infrastructure and construction developments, associations around the world have recently committed to reducing greenhouse gases and create sustainable building solutions.
Just this October, the Portland Cement Association (PCA) announced its Roadmap to Carbon Neutrality, an elaborate plan that outlines how the cement and concrete industries can achieve carbon neutrality across the value chain by 2050.
Reducing CO2 emissions in concrete
Additionally, 40 members of the Global Cement and Concrete Association (GCCA) announced a global commitment to cut CO2 emissions by 25% by 2030. The PCA is aligned with the GCCA.
“Drawing on their expertise from producing the majority of cement in the US, PCA member companies felt strong partnership across the industry to identify the challenges manufacturers face and the opportunities and potential solutions in achieving carbon neutrality,” said Ron Henley, Chairman of PCA Board of Directors.
“We also understand the unequivocal value external collaborators have in implementing and moving sustainable solutions forward, and we are committed to working alongside government, science and technology leaders to bring our Roadmap to life.”
The PCA Roadmap outlines a portfolio of reduction strategies and immediate opportunities across the various phases of the built environment: production at the cement plant, construction including designing and building, and everyday infrastructure in use. Across this full cement-concrete-construction value chain, the Roadmap recognises five main areas of opportunity: clinker, cement, concrete, construction and carbonation (using concrete as a carbon sink).
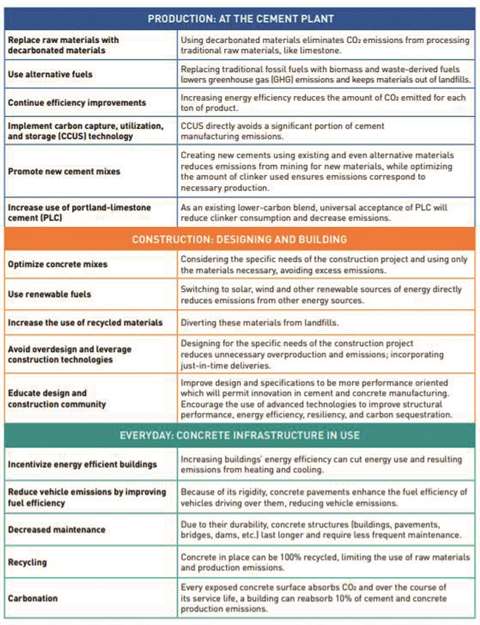 The elaborate Portland Cement Association’s Roadmap to Carbon Neutrality plan
The elaborate Portland Cement Association’s Roadmap to Carbon Neutrality plan
Sustainable concrete
Together with key supply chain partners Wagners and Capital Concrete, Keltbray, a UK specialist engineering business, recently announced it saved 240 tons of carbon by installing permanent works piles using Earth Friendly Concrete at its Canada Water project on behalf of client, British Land. The announcement comes as part of Keltbray’s ongoing commitment to carbon reduction.
According to Keltbray, by converting piling mix from a traditional CEM IIIA mix to an EFC mix, a 45% saving of the embodied carbon is achieved through the elimination of traditional Ordinary Portland Cement. The piles themselves are designed as 600mm in diameter to depths of up to 25m, with a CFA methodology being adopted.
Keltbray secured the contract at Canada Water to install the pile caps and the basement slab. Testing is continuing for a stronger C40/50 EFC mix, which if adopted, would further reduce the embodied carbon within the scheme.
Stuart Norman, MD for Piling at Keltbray, said, “By changing from a traditional piling mix to EFC we are saving 240 tons of carbon and this is a fantastic story to tell. EFC is particularly suited for permanent works use within piled foundations and this is a brilliant milestone to have reached at Canada Water and for construction in the UK in general.
“We are very confident in the performance and durability of EFC and are working constructively with all stakeholders to develop the full suite of engineering properties.”
Another win for the environment comes from a new low-low-emission concrete substitute that is being trialed as part of the £1.5 billion (US$2 billion) Mayfield regeneration scheme in Manchester, UK.
Enhanced concrete
Described as an “enhanced concrete” and incorporating a 2D material called graphene, Concretene is said to be a cheaper and better performing alternative to concrete, that reduces carbon emissions by up to 30%.
The newly developed material is being used by UK-based firm U+I; a specialist regeneration developer and one of the partner companies on the Mayfield Regeneration Scheme, to create a suspended slab floor for one of the scheme’s public attractions.
The Concretene slab will form the new 54 x 14-metre mezzanine floor for the Escape to Freight Island roller disco attraction within Depot Mayfield. Compared to a tradition concrete solution, it is estimated that the new Concretene slab will provide a CO2 reduction of 4,265kg.
The material was developed by the University of Manchester’s Graphene Engineering Innovation Centre (GEIC) and Nationwide Engineering – a company co-founded by Alex McDermott, a civil engineering graduate from the university.
According to its developers, the addition of the graphene to the concrete produces just 6.3kg of CO2 per tonne of concrete – 21.94kg per tonne less than concrete that incorporates traditional steel reinforcement.
The incorporation of graphene, which is extracted from graphite and can also be derived from other carbon-containing materials such as recycled plastics or biomass, means that Concrete is also claimed to cut drying time from 28 days to just 12 hours.
Alex McDermott, co-founder of Nationwide Engineering, said, “Today is a huge milestone for the team, as not only is this our first commercial use of Concretene, but also the first suspended slab as used in high rise developments.
“As world leaders in Graphene Enhanced Concrete technology, the interest from the international building industry has been beyond expectations, as looming legislation is forcing significant carbon reductions throughout construction. Our partnership with the University has fast-tracked the development of Concretene, going from lab to product in 18 months.”
How to reduce CO2 levels
Alongside reducing CO2 levels, the industry has seen a range of new launches such as when Liebherr recently took the wraps off its newly developed 36 XXT truck-mounted concrete pump. The unit is extremely compact with no boom overhang at the rear. The machine is weight-optimised and therefore travels with a total weight of roughly 26 tonnes on three axles, depending on equipment. Liebherr says the XXT support ensures “perfect stability” and the modern radio remote control allows sensitive boom movements.
A major highlight of the new 36 XXT is Liebherr’s newly developed ‘Powerbloc’ pump drive unit. It is characterised by the fact that all hydraulic switching and measuring elements are fully integrated. This eliminates the need for numerous hydraulic hoses and other components previously required, the company said.
Another new launch came from Wirtgen Group at World of Concrete last year where the company introduced an inset concrete paving train, consisting of the WPS 62i placer/spreader and SP 124i slipform paver, as well as the TCM 180i texture curing machine.
“When paving concrete over preplaced reinforcing steel, like for example in continuous reinforced concrete pavements, the concrete can often only be supplied from the side,” explains Sebastian Nussbaum, product manager Slipform Paving, Wirtgen GmbH.
“In this case, a placer/spreader is normally used in combination with a slipform paver and a texture curing machine. A truck feeds the concrete to the placer/spreader, which distributes the material evenly over the preplaced reinforcement. To offer customers a complete paving train with placer/spreader from a single source, the Wirtgen product portfolio has been completed with this machine.”
The WPS 62i/WPS 62 is available with two different scraping units: in imperial with working widths between 12 feet and 24 feet and in metric with working widths from 4m to 7.5m. With both of them, the concrete can be laid up to 50 cm thick.
Wirtgen product portfolio
The concrete sector is becoming increasingly digitized and Kevin Klein, Vice President of Engineering and Research and Development at GOMACO says that customers are increasingly expecting higher levels of technology on the equipment they purchase. “We are selling more and more 3D control systems for our pavers, and our team of 3D machine control experts has grown significantly over the past few years. They are busier than ever,” he says.
 A Wirtgen WPS 62(i) Placer Spreader leads the first ‘Full-line Paving Train’ for continuously reinforced concrete pavement.
A Wirtgen WPS 62(i) Placer Spreader leads the first ‘Full-line Paving Train’ for continuously reinforced concrete pavement.
“Concrete paving may be somewhat behind the grading construction sector, but we are catching up rapidly, and the precision required for concrete paving is even driving the dirt market to new precision. “
This trend is likely to only increase, with automation – already a major part of machine control requirements – enabling the building of better and smoother pavements.
Klein adds that, “Technology continues to drive many changes in our world. We can do more through software and advanced controls than ever before, and we will likely not see this change anytime soon.”
What is new in concrete technology?
Technology helped save the day for a company when the Covid-19 pandemic hit. When demand called for a new concrete batching plant Bahrain-based Al Manaratain Co. turned to the Ammann Elba CBS 130, but after the deal was made and the plant delivered, the global coronavirus pandemic struck.
“The installation of the concrete plant took place before the travel restrictions due to Covid-19,” said Rami Shihab, Area After Sales & Product Support Manager for Ammann. “A great deal of the mechanical and electrical work was completed, too. But some was pending before we had to return the Ammann engineers to their home base in Dubai.”
Eventually it was safe enough for Al Manaratain employees to get back to work, but the Ammann technicians who normally visit a plant site at this juncture were not allowed to travel. The installation still needed to be completed, as did the commissioning, testing and training.
Staff members at Al Manaratain, had to start up the plant to keep promises to customers and so a plan was made to dedicate an Ammann engineer for daily, detailed video conferencing to walk Al Manaratain team members through the remainder of the installation. While the strategy had its challenges, there was one key advantage: the as1 Control System.
“We used the as1’s remote access to perform the commissioning and start the production,” Shihab said. The remote access enabled the engineers to take over the controls and work as if they were at the plant. They ran the control system from Dubai as if they present in Bahrain.
“The commissioning was successful and the plant has been working since,” Shihab said. Two training sessions have been completed through as1 remote support as well.
It was the first time a commissioning was completed without an Ammann engineer in attendance to personally oversee the process and the remote access of the as1 system played a big role in making the procedure doable.
Tiddas Dam, Morocco
The construction of the Tiddas Dam dam in Morocco has used so called Roller-Compacted Concrete (RCC) supplied by mixing plants from BHS-Sonthofen to meet stringent quality requirements.
The mixers continuously produce large quantities of RCC to ensure completion of the project.
With a capacity of around 592 million cubic meters and a cost equivalent of around €100 million euros (US$188 million), the Tiddas Dam is intended to secure the drinking water supply for Casablanca and Rabbat in the future.
Following the groundbreaking ceremony in 2017, construction is expected to be completed this year and, when complete, will be one of the country’s largest dams.
“The demands on concrete for the Tiddas Dam are high,” said Hans Traut, area sales manager building material machinery at BHS-Sonthofen. “RCC concrete has a very low cement content, which makes it cost-effective but also very stiff.”
RCC cannot be pumped, but is brought in via conveyor belts and then compacted with rollers. Conventional, water-impermeable concrete is also used on the dam’s water side.
BHS supplied the complete MPL continuous mixing plant for processing the RCC, including the BHS twin-shaft continuous mixer of type LFK 9026 and weighing, batching, and control technology.
Due to the continuous mixing process, the BHS mixing plant can produce up to 300 cubic meters of concrete per hour. Traut from BHS-Sonthofen added that, by using double weighing, they achieve a deviation of only one percent in batching.
SBM Mineral Processing
Recently, SBM Mineral Processing was awarded the biggest contract in the company’s history – to supply six concrete mixing plants to the Fehmarnbelt Fixed Link, an undersea tunnel between Denmark and Germany.
Once established, the plants will produce approximately 3 million square meters of concrete required to build the 18km-long tunnel, including the portals and ramps, as well as manufacturing facilities in both Denmark and Germany.
When completed, the Fehmarnbelt Fixed Link will be the longest immersed tunnel in the world and also the longest tunnel for both road and rail traffic.
 Near Lausanne in western Switzerland, Austrian specialist SBM Mineral Processing recently erected a high-performance stationary concrete mixing plant
Near Lausanne in western Switzerland, Austrian specialist SBM Mineral Processing recently erected a high-performance stationary concrete mixing plant
SBM will initially deliver a Euromix 3300 mobile plant, which will produce the concrete for the tunnel infrastructure. Before the end of this year, two of SBM’s Linemix 4500 CM plants will start work in Factory B, where they will start producing the tunnel elements.
By mid-2022, three further Linemix plants will be installed in Factory A, as production is ramped up.
The contract was awarded by Femern Link Contractors (FLC), a multinational consortium comprising numerous contractors.
DI Erwin Schneller, managing director of SBM Mineral Processing, said, “Concrete has become a high-tech product. As a machine and plant manufacturer with decades of experience we can offer innovative solutions and sophisticated concepts to our customers. This ensures that FLC can produce concrete economically, quickly, as sustainably as possible, and in accordance with the necessary quality criteria.”
Emphasising the importance of innovative operations and future-oriented thinking, he added, “A special thing on the side is that the entire order was negotiated via video calls and conferences and we have never met our customer in person before and since the contract was signed. Our challenge is to continuously expand our technological leadership and to further strengthen our expertise in process engineering technology.”
STAY CONNECTED



Receive the information you need when you need it through our world-leading magazines, newsletters and daily briefings.
CONNECT WITH THE TEAM



